

We have seen connected cars, smart devices, and smart factories in sci-fi movies and everyday life. The manufacturing industry has reached the fourth stage of the industrial revolution, also known as Industry 4.0. where 5G networks, sensors-enabled connected devices with high data processing, and automated production lines power factory floors. Platforms like enterprise resources planning (ERP) are evolving with time to bolster unprecedented flexibility, connectivity, and intelligence across the production lifecycle. They also help leverage opportunities created by industry 4.0 technologies. Manufacturers in 2024 need to up their game with ERP Industry 4.0!
It’s been over a decade since Industry 4.0 originated from a technology-ambitious, German government project. The goal was to build a strategic manufacturing approach that included the latest digitization breakthroughs into actual production and manufacturing processes. The outcome stirred the global manufacturing community. It demonstrated the readiness of industry and technology maturity to accomplish a revolutionary increase in product quality and manufacturing throughput. Adopting many cloud ERP systems with advanced enterprise and industry-specific modules has helped manufacturers adopt Industry 4.0 to maintain the status quo and be data-driven. According to McKinsey & Company research, by applying the industry 4.0 approach, manufacturers see nearly 30% to 50% reduction in machine and equipment downtime and up to 30% increase throughout.
Let’s briefly review the concept of Industry 4.0 to better understand the benefits of integrating it with ERP systems.
Design Principles of ERP Industry 4.0
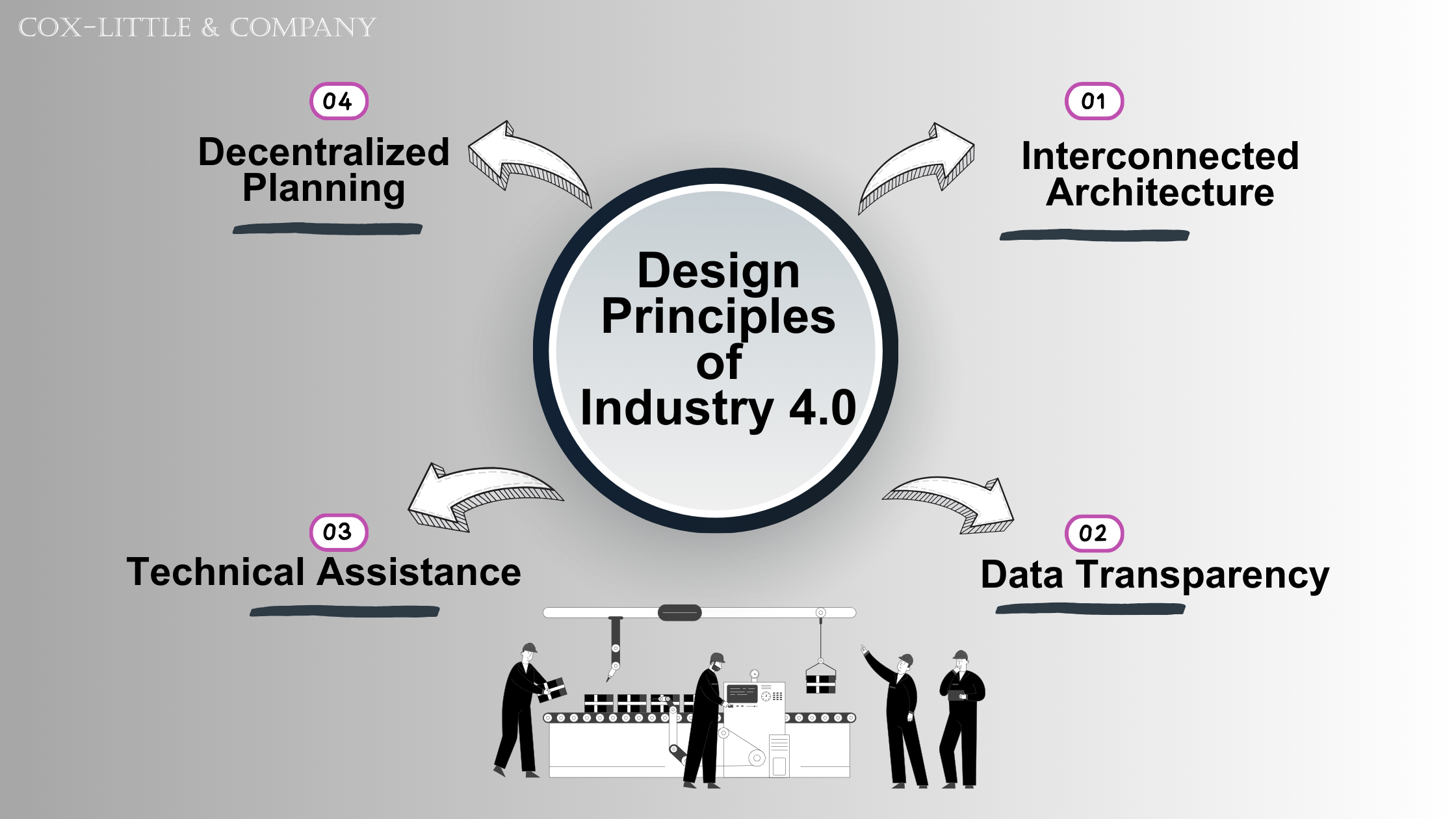
Industry 4.0 is built on four design principles: interconnectivity, data transparency, technological assistance, and decentralized planning and decision-making. The new concept was designed to fulfill modern and complex manufacturing needs for flexibility, real-time monitoring and control, performance efficiency, and cost reduction.
Technologies such as the Internet of Things (IoT) in production and logistics, enabled with sensors and 3D scanners, wearables like virtual reality glasses, and other smart devices, guarantee end-to-end connectivity. They blend physical manufacturing equipment and digital systems. Big data and advanced analytics allow high-speed data exchange, storage and analyses to foster informed decision-making. Cyber-physical systems powered by these data insights provide technical assistance to augment human efforts and automate complex tasks on the factory floor. The decentralized network of cloud and IoT devices helps execute functions without human intervention and quickly adapt to scale and changes in production planning. The end results? Manufacturing and factory floors run like the proverbial ‘well-oiled machine’.
The benefits and functionalities of modern ERP systems overlap with the critical design principles of Industry 4.0. Here are seven exciting ways an ERP platform supports Industry 4.0.
ERP Systems are Intuitively Designed to Meet Industry 4.0 Goals
At its core, Industry 4.0 advocates the interconnectedness of diverse devices and technology platforms. They are further fueled by data disseminated through communication tools and systems. ERP stands for integration by connecting end-to-end manufacturing, logistics, warehouse, accounting, transportation, marketing, customer relation management systems, and all stakeholders. ERP systems create value for manufacturing customers with functionalities intuitively designed to achieve the goals of Industry 4.0, such as:
- Pragmatic Data Insights
The idea of a smart factory is no longer a theory. Therefore, equipment like sensors and other devices that gather data from machines, vehicles, inventory management systems, and factory workers must deliver insights that are realistic and practical. An ERP system combines manufacturing data with other business data to provide insights that augment manufacturing, sales, service, production, engineering, and logistics teams to enhance operations.
For example, a manufacturer of fresh produce or perishable goods packaging using IoT devices can leverage ERP systems to track the shelf life and duration of inventory. This should be done throughout the distribution chain to assess its quality and freshness. ERP systems with dashboards and alerts can help the manufacturer automate inventory order management. They also help with purchases, selling operations, distribution, temperature control, customer feedback, and more.
- End-to-end Data Security
Security threats and risks can’t be ruled out in factories, production equipment, and machinery that predominantly rely on data. When large data volumes are stored, exchanged, and analyzed, even a single point of vulnerability poses the risk of jeopardizing the production process. It carries the risk of inviting cybersecurity attacks and system infiltration. Cloud-based ERP systems have high-security standards and controls to allow better visibility of applications and systems running throughout the organization than on-prem ERP platforms. Their automatic software updates that cover later security concerns, distributed data centers, and robust data encryption and compliance capabilities provide the highest defense against data security risks and attacks.
Most cloud platforms offer services that can proactively analyze probable cybersecurity risks. They also help identify vulnerabilities with the connected machines and devices to suggest risk mitigation and security strategies.
- Project and Process Scalability
In today’s hypercompetitive business world, the ability to scale dynamically with minimal disruption is one of the metrics of success. Most manufacturers encounter difficulties scaling Industry 4.0 initiatives across their manufacturing units. Their systems and data remain siloed from the central IT system. Cloud-enabled ERP systems centralize the data and organization without duplications or errors across manufacturing processes and functions. ERP systems enable well-defined data flows and transfers from the production floor into applications and systems for any department across multiple sites, locations, and units.
- Real-time Manufacturing Decisions
To make decisions on the go, ERP enables accurate and reliable data for processing. Data transparency and availability allow for predictive maintenance of factory equipment and machinery. Data from IoT sensors and devices powered with high-resolution cameras continuously monitor performance, quality, and other variables tied to the predictive maintenance module. It eases planning the servicing and quality checks to prevent losses and errors due to resource damage and breakdown. ERP can also help align production processes based on changing customer preferences, tastes, and demands by informing relevant departments with real-time insights to make necessary changes on the go.
5. Maximizing Benefits of Cloud
Cloud-native ERP platforms help manufacturers keep up with their goals of scaling Industry 4.0 projects. Cloud ERP systems make integrating data hosted across units and plants easier to drive innovations and process updates. By leveraging automatic in-built data and software updates, manufacturers can rest assured about having the newest version of the ERP software. This way, they can leverage the latest functionalities added to its product suite to create new products or service innovations.
6. Build Necessary Customization
ERP systems fit customers’ business process and tech infrastructure and not vice versa. Not every ERP solution fits like a glove, but customization capabilities allow every user, including manufacturing companies, to tailor the software as per their requirements. Customization is necessary to deliver end products and services that delight customers. Instead of reconfiguring their workflows, ERP platforms can be adjusted according to their manufacturing volumes, customer demands, production goals, resource availability, design innovations, and more. Large manufacturing companies work with ERP vendors or implement ERP resources to help them tweak the software to build custom capabilities and experiences.
7. Process and Resource Optimization
Industry 4.0 is not a destination. Like ERP, it thrives on continuous improvement. Manufacturers leverage ERP to meet their larger objectives. The data insights powered by custom machine learning algorithms and AI models in the latest ERP systems help manufacturing customers see the larger picture rather than individual parts of the production projects. It helps align every process and equipment with the larger business, supply chain, customer satisfaction, and profitability goals.
We Help Tailor ERP Software for Your Needs: Talk to Our Experts Today!
Industry 4.0 is tied to complex industrial processes that rely on specialized expertise and resource applications. The only way to outset the deterrents to Industry 4.0 initiatives is by avoiding redundancies and inconsistencies with actionable data. ERP systems are an apparent intersection between processes, data, stakeholders, manufacturing intelligence, and innovations. The most recent versions of leading ERP solutions boast of architecture to support data exchange, storage, and use. The high performance, superior UX, and embedded intelligence of these ERP software offerings help intuitively maximize the potential for Industry 4.0.
Today’s manufacturers require greater levels of interoperability. But legacy systems and applications hold them back from moving into the next stage of the journey. Industry-ready ERP systems powered with relevant modules no doubt give them the needed agility. However, only the assistance of experienced ERP specialists and advisors help ERP users stay on track with their project plans from start to finish.
Your business needs an ERP expert willing to listen and act on your requirements. At COX-LITTLE & COMPANY, we have a pool of diverse ERP specialists to power your manufacturing business with the right know-how about ERP platforms and Industry 4.0 trends to build factories of the future.
You can wrap up all your doubts with the right information through a consultation. Talk to our experts about becoming an Industry 4.0 manufacturer with ERP. Contact our team today!




{kind=link}
{kind=link}
{kind=link}
{kind=link}